|
Разнообразие продукции пищевого производства определяет способы и технологические приемы переработки сырья для получения промежуточных и конечных продуктов. Машины и технологическое оборудование этой отрасли имеет самые разнообразные формы и принципы действия: механический, электрический и электромагнитный, химико-биологический и др. Комплексная автоматизация технологических процессов и все возрастающие требования повышения производительности и эффективности производств неизбежно приводят к возрастанию требований и в части техники безопасности и охраны труда на пищевом производстве. |
Интернет-магазин товаров, используемых в статье
 Фотобарьеры |
 Защитные выключатели |
 Контроллеры безопасности |
 Реле безопасности |
 Конвейерная автоматика |
 Сигнальное оборудование |
Классификация видов опасности на предприятиях пищевого производства
Приблизительная классификация видов опасностей, характерных для пищевого производства, составлена на основе руководящих материалов по ГОСТ 1672-1. Основные виды опасностей:

- Механические, возникающие ввиду наличия в машинах и оборудовании движущихся частей; наличия конструктивных доступов к частям механизмов для техобслуживания; присутствием в ряде машин и механизмов элементов, имеющих свойство накопления энергии – кинетической, электромагнитной, тепловой.
- Электрические и электромагнитные, возникающие: в связи с возможностью поражения персонала электрическим током, возникновения возгорания и взрывов, тепловых ожогов или в результате контакта с холодными поверхностями холодильного оборудования.
- Опасности, возникающие в результате действия внешних факторов непосредственно на биологические функции человека: негативное действие шума и вибраций;
- Опасности, возникающие из-за неисправностей машин и защитных устройств в результате нарушений технологических требований процесса.
Оборудование для защиты персонала от производственного травматизма
В статье рассмотрены оборудование и устройства для защиты работников пищевого производства от травматизма, обусловленного двумя основными видами опасности: механическим и электрическим.
Основные принципы техники безопасности для предотвращения негативного воздействия факторов технологического процесса пищевого производства на персонал:
- Обеспечение недоступности опасных частей машин и оборудования.
- Использование средств непосредственной защиты человека от действия опасного фактора или сигнализация о его присутствии.
При решении задачи защиты персонала от опасности любого вида предпочтение в первую очередь должно отдаваться конструктивным решениям на этапе проектирования, изготовления и монтажа установки. Основное значение при этом имеет правильное определение размеров и границ опасной зоны движущихся или токопроводящих частей как в рабочем режиме, так и при её возможном изменении при нештатном развитии техпроцесса или в аварийной ситуации. Также при разработке должны ограничиваться усилия, мощность и величины перемещений движущихся деталей.
Опасности механического и электрического видов не могут быть полностью устранены на конструкторском уровне, поэтому в производственных условиях должно использоваться дополнительное оборудование ограждающего или блокирующего типа.
Оградительные устройства – средства защиты, препятствующие доступу человека в зону повышенной опасности. Это устройства для ограждения систем привода механизма, зоны обработки заготовок и деталей, ударных элементов и других подвижных частей.
Предохранительные устройства – автоматически отключают подвижные части и органы машин при отклонении режима их работы от номинального. К ним относятся ограничители хода, концевые выключатели, ограничители скорости с тормозными устройствами.
Блокировочные устройства – не допускают попадание персонала в зону поражения или устраняют фактор опасности во время пребывания человека в опасной зоне.
Примеры блокировочных устройств:

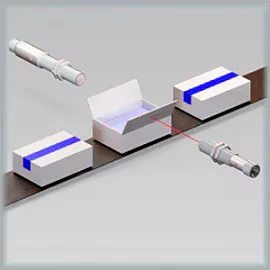
Датчики конвейерной безопасности. Линии производств пищевых продуктов часто оснащаются ленточными или пластинчатыми конвейерами. Основной источник опасности при этом – механически движущиеся предметы на конвейере или зажим/захват конечностей или одежды персонала в области контакта ленты конвейера с роликами или рамой несущей конструкции. Дополнительный риск возникает в случае оборудования конвейера скребками.
Помимо индивидуальных средств защиты, для безопасности персонала важно применять различные виды сигнализации для своевременного предупреждения о возникающем риске поражения. Основные функции систем сигнализации с точки зрения охраны труда на пищевом производстве:
- Контроль несанкционированного доступа в опасную зону технологического оборудования.
- Сигнализация о возникновении опасности в ходе нарушения техпроцесса или поломки оборудования.
- Контроль допустимых траекторий перемещения персонала в производственных помещениях.
- Мониторинг рабочих режимов оборудования, прогнозирование критических ситуаций.
Для формирования сигнала тревоги или обозначения опасных зон применяется оборудование двух следующих видов:
|
 |
|
 |
Большая часть защитных устройств, перечисленных выше, имеет исполнение из нержавеющей стали и высокую степень защиты IP69K, что повышает срок службы оборудования в условиях частой мойки и дезинфекции агрегатов химическими составами и водой под высоким давлением и температурой.
Заключение
Комплексная автоматизация производств, модернизация оборудования, информатизация технологических процессов приводит к снижению опасности на производстве для персонала. Благодаря применению робототехнических комплексов исключается участие людей в тяжелых и монотонных технологических операциях, снижается влияние человеческого фактора на аварийность и безопасность труда. Участие работников становится всё в большей степени дистанционным, а значительная часть вопросов охраны труда в пищевом производстве решается на уровне разработки и конструкторском уровне.
Однако не исключается вероятность возникновения опасностей для здоровья и жизни сотрудников в ходе работ по техническому обслуживанию, ремонту, чистке и коррекции режимов работы оборудования, пусконаладке, монтажу и пр. Применение недорогого и действенного оборудования для ограничения доступа персонала в опасные зоны, блокирования работы машин и механизмов в опасных ситуациях, личной защиты персонала, по-прежнему актуально и эффективно на всех производствах.
 Скачать статью в формате PDF
Скачать статью в формате PDF